 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


รู้เบื้องต้นเกี่ยวกับกระบวนการอัดรีดท่อ อุปกรณ์ ข้อบกพร่องด้านคุณภาพ ฯลฯ
Ningbo Fangli เทคโนโลยี บจก.คือผู้ผลิตอุปกรณ์เครื่องจักรกลด้วยประสบการณ์กว่า 30 ปีของอุปกรณ์การอัดรีดท่อพลาสติก,การคุ้มครองสิ่งแวดล้อมใหม่และอุปกรณ์วัสดุใหม่นับตั้งแต่ก่อตั้ง Fangli ได้รับการพัฒนาตามความต้องการของผู้ใช้ เราได้พัฒนาการวิจัยและพัฒนาที่เป็นอิสระเกี่ยวกับเทคโนโลยีหลักและการย่อยและการดูดซึมของเทคโนโลยีขั้นสูงและวิธีการอื่นๆ ด้วยการปรับปรุงอย่างต่อเนื่องสายการอัดรีดท่อพีวีซี,สายการอัดรีดท่อ PP-R, สายการอัดรีดท่อจ่ายน้ำ PE / ท่อแก๊สซึ่งได้รับการแนะนำจากกระทรวงการก่อสร้างของจีนให้ทดแทนสินค้านำเข้า เราได้รับชื่อ "แบรนด์ชั้นนำในจังหวัดเจ้อเจียง"
I. ผังกระบวนการ
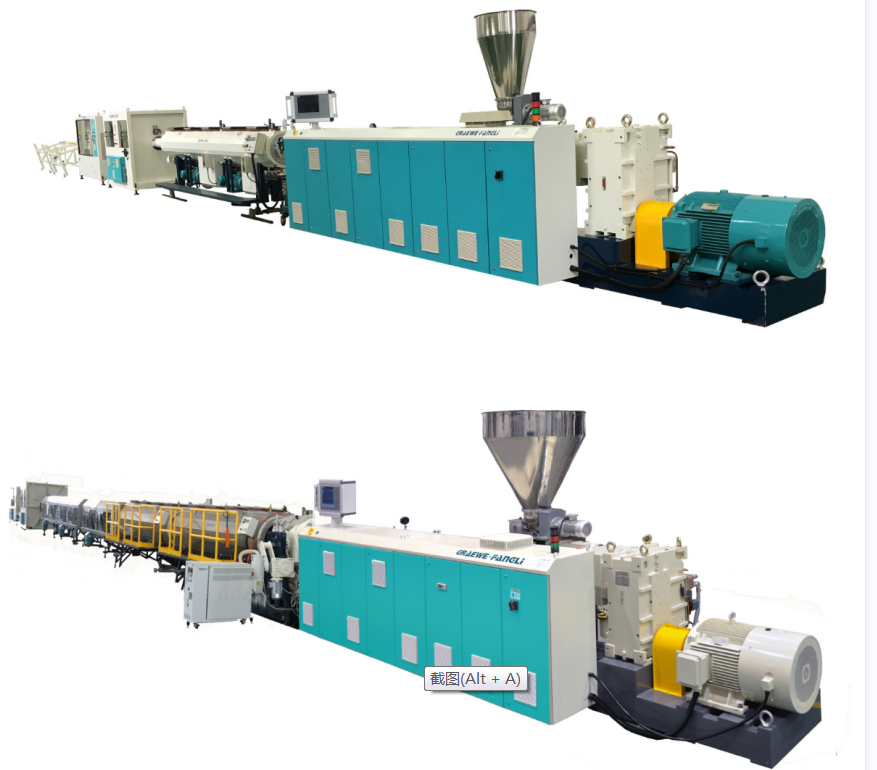
ปัจจุบันท่อ PVC และ PO เป็นสินค้าที่มีปริมาณสูงสุดทั้งในประเทศและต่างประเทศรูปที่ 1แสดงแผนภาพผังกระบวนการผลิตสำหรับท่อโพลีโอเลฟินส์ (PO) พลาสติกจะถูกป้อนเข้าไปในแม่พิมพ์ช่องว่างวงแหวน (2) ด้วยสกรูในลักษณะที่พลาสติกหลอมละลายสม่ำเสมอ โดยอัดขึ้นรูปท่อพาริสัน สิ่งนี้จะเข้าสู่หน่วยสอบเทียบ (3) ทันทีเพื่อทำความเย็นและปรับขนาด จากนั้นจึงผ่านการทำความเย็นที่เพียงพอเพิ่มเติมในถังทำความเย็น (4) ท่อถูกดึงออกด้วยความเร็วคงที่โดยสามารถปรับได้หน่วยลากออก(6)และสุดท้ายก็ตัดตามความยาวที่กำหนดด้วยคัตเตอร์ (7) ท่อผนังบางที่มีเส้นผ่านศูนย์กลางต่ำกว่า 160 มม. สามารถม้วนเป็นม้วนได้โดยใช้เครื่องกรอ (9)

รูปที่ 1 แผนผังแผนผังกระบวนการผลิตท่อ PO
1 ----เครื่องอัดรีด; 2---ท่อตาย; 3---ปลอกสอบเทียบ;
4 ----การระบายความร้อนด้วยการสอบเทียบสุญญากาศ; 5 ---ถังทำความเย็น;
6---หน่วยลากออก; 7 ---คัตเตอร์;
8 --- เครื่องพิมพ์; 9---คอยเลอร์
ครั้งที่สอง กระบวนการและอุปกรณ์
สำหรับการผลิตท่อ PO กเครื่องอัดรีดแบบสกรูเดี่ยวประสิทธิภาพสูงควรเลือก โซนฟีดใช้กระบอกร่องตามแกน อัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางของสกรู (L/D) คือ 30–33:1 โครงสร้างสกรูเป็นแบบสองขั้นตอนซึ่งมีความลึกและระยะพิทช์ต่างกัน: ระยะพิทช์ในส่วนป้อนน้อยกว่าเส้นผ่านศูนย์กลางของสกรู ในขณะที่ระยะพิทช์ในส่วนการหลอมเหลวและการทำให้เป็นเนื้อเดียวกันนั้นมากกว่าเส้นผ่านศูนย์กลางของสกรู เพื่อเพิ่มประสิทธิภาพในการผสม สกรูบางตัวได้รับการติดตั้งส่วนประกอบหัวผสมเพิ่มเติม เครื่องอัดรีดแบบสกรูเดี่ยวชนิดนี้ให้ผลผลิตค่อนข้างสูงและการขึ้นรูปพลาสติกที่ดี ตัวอย่างเช่น เครื่องอัดรีดแบบสกรูเดี่ยวที่มีเส้นผ่านศูนย์กลางของสกรู 90 มม. สามารถให้ผลผลิตเกิน 600 กก./ชม. นอกจากนี้ การผลิตท่อ PO ที่บรรจุแคลเซียมคาร์บอเนต แบเรียมซัลเฟต แป้งไม้ หรือเส้นใยแก้ว โดยทั่วไปจะใช้เครื่องอัดรีดแบบสกรูคู่แบบหมุนร่วม
การผลิตท่อพีวีซีมีพื้นฐานคล้ายกับท่อ PO ที่ใช้กันทั่วไปคือกรวยหมุนทวนหรือเครื่องอัดรีดสกรูคู่ขนานช่วยให้สามารถรีดผงผสมแบบแห้งได้โดยตรง ช่วงเอาต์พุตมีตั้งแต่ 10 กก./ชม. สำหรับท่อที่มีเส้นผ่านศูนย์กลางเล็ก จนถึง 1100 กก./ชม. สำหรับท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ อัตรา L/D ของสกรูเพิ่มขึ้นจากอดีต 18:1 เป็น 25:1 ตัวอย่างเช่น กเครื่องอัดรีดแบบสกรูคู่ด้วยเส้นผ่านศูนย์กลางของสกรู 90 มม. สามารถให้ผลผลิตเกิน 300 กก./ชม.
ดังที่เห็นได้จากรูปที่ 1 อุปกรณ์ปลายน้ำของการอัดรีดท่อส่วนใหญ่ประกอบด้วยถังน้ำหล่อเย็นหน่วยลากออก, เครื่องตัด, คอยเลอร์หรือโต๊ะทิ้งขยะ
เมื่อท่อออกจากชุดสอบเทียบและทำความเย็น ท่อจะไม่เย็นเต็มที่จนถึงอุณหภูมิห้อง หากไม่เย็นลงอีก การไล่ระดับของอุณหภูมิที่มีอยู่ในทิศทางแนวรัศมีของผนังท่ออาจทำให้ชั้นนอกที่ชุบแข็งแล้วนิ่มลงอีกครั้งเนื่องจากอุณหภูมิที่เพิ่มขึ้น ซึ่งนำไปสู่การเสียรูป ในทางกลับกัน ท่อยังต้องทนทานต่อความเค้นจากอุปกรณ์ลาก การตัด และม้วนอีกด้วย ดังนั้นจึงต้องกำจัดความร้อนที่ตกค้างออก ทำให้ท่อเย็นลงจนถึงอุณหภูมิห้อง วิธีการทำความเย็น ได้แก่ การอาบน้ำและการทำความเย็นแบบสเปรย์ ในถังทำความเย็นสำหรับอ่างน้ำ ระดับน้ำควรจมอยู่ใต้น้ำจนสุดท่อ ตัวถังแบ่งออกเป็นหลายส่วน ช่องเติมน้ำหล่อเย็นถูกตั้งค่าไว้ที่ส่วนสุดท้าย ทำให้ทิศทางการไหลของน้ำอยู่ตรงข้ามกับทิศทางการอัดขึ้นรูปของท่อ ทำให้เกิดการไล่ระดับอุณหภูมิความเย็น ส่งผลให้ท่อเย็นลงอย่างค่อยเป็นค่อยไปและลดความเครียดภายใน ระยะห่างระหว่างถังน้ำหล่อเย็นและหน่วยสอบเทียบ/ทำความเย็นไม่ควรเกินหนึ่งในสิบของความยาวในการทำความเย็นทั้งหมด มิฉะนั้นความแตกต่างของอุณหภูมิระหว่างผนังด้านนอกของท่อและน้ำหล่อเย็นอาจเพิ่มขึ้นมากเกินไป แม้ว่าวิธีการอาบน้ำจะง่าย แต่ความแตกต่างของอุณหภูมิระหว่างชั้นน้ำบนและล่างในถังอาจทำให้ท่อเย็นลงและโค้งงอไม่สม่ำเสมอ นอกจากนี้ แรงลอยตัวที่กระทำต่อท่ออาจทำให้เกิดการเสียรูปได้ง่าย ทำให้วิธีนี้ไม่เหมาะสมอย่างยิ่งในการทำความเย็นท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่
หน้าที่ของหน่วยลากท่อคือการให้ความเร็วและแรงในการดึงออกที่แน่นอนกับท่อที่มีขนาดและระบายความร้อนแล้ว เอาชนะแรงเสียดทานที่เกิดจากอุปกรณ์ปรับขนาดบนท่อ ดังนั้นจึงดึงท่อออกมาด้วยความเร็วคงที่ไปยังเครื่องม้วนหรือโต๊ะทิ้ง อุปกรณ์ขนย้ายเป็นหนึ่งในอุปกรณ์ดาวน์สตรีมที่สำคัญสำหรับการผลิตท่อและต้องเป็นไปตามข้อกำหนดต่อไปนี้
(1)ที่ลากออกความเร็วจะต้องสามารถปรับได้แบบไม่มีขั้นบันไดและราบรื่น เพื่อให้แน่ใจว่าการดึงออกด้วยความเร็วคงที่ ความเร็วในการดึงออกที่ไม่เสถียรจะทำให้เส้นผ่านศูนย์กลางท่อผันผวน ความเร็วในการลากจะต้องประสานงานอย่างใกล้ชิดกับความเร็วการอัดขึ้นรูป ความหนาของผนังท่อจะถูกปรับโดยการควบคุมความเร็วในการดึงออก: ความเร็วการดึงออกที่ช้าลงส่งผลให้ผนังหนาขึ้น ความเร็วที่เร็วขึ้นส่งผลให้ผนังบางลง การเลือกความเร็วในการลากออกที่ถูกต้องเป็นวิธีการที่มีประสิทธิภาพในการรับประกันความสอดคล้องตามขนาดของผลิตภัณฑ์ การออกแบบที่ทันสมัยสามารถบรรลุความเร็วในการลากสูงสุดถึง 30 ม./นาที
(2)ค่าคงที่ลากออกต้องรักษาแรงไว้โดยไม่มีปรากฏการณ์ผลักดึงใด ๆ มิฉะนั้นอาจทำให้เกิดความบกพร่องของพื้นผิวบนท่อได้ ต้องใช้แรงในการดึงออกที่เพียงพอ แรงในการดึงออกที่ต้องการจะเพิ่มขึ้นตามพื้นที่สัมผัสและขนาดความดันในแนวรัศมี สำหรับท่อขนาดเล็กและขนาดกลาง แรงดึงออกโดยทั่วไปจะอยู่ที่ 100–600 N; สำหรับท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ โดยทั่วไปจะอยู่ที่ 800–10,000 N
(3) แรงจับยึดของหน่วยลากออกกริปเปอร์ควรสามารถปรับได้และสามารถจับท่อที่มีเส้นผ่านศูนย์กลางต่างๆ ได้โดยไม่ทำให้พื้นผิวเสียหายหรือเสียรูป ปัจจุบันมีการใช้มือจับประเภทหนอนผีเสื้อกันอย่างแพร่หลาย ประกอบด้วยราง 2 ถึง 12 รางที่จัดเรียงเท่าๆ กันรอบท่อ รางจะถูกฝังด้วยบล็อกหนีบยาง/พลาสติกจำนวนหนึ่ง ซึ่งส่วนใหญ่เป็นส่วนเว้าหรือทำมุมเพื่อเพิ่มพื้นที่ที่ใช้แรงกดในแนวรัศมีบนท่อ การปรับแรงจับยึดทำได้โดยใช้กลไกนิวแมติก ไฮดรอลิก หรือน็อตลีดสกรู จำนวนรางเพิ่มขึ้นตามเส้นผ่านศูนย์กลางท่อ
หลังจากดึงท่อออกไปตามความยาวที่กำหนดแล้ว จะต้องตัดท่อให้ได้ความยาว เครื่องตัดมีหลายประเภท เลือกใช้ตามเส้นผ่านศูนย์กลางท่อและความหนาของผนัง ประเภทของวัสดุ ความยาวในการตัด คุณภาพการตัด รูปทรงการตัด ฯลฯ เครื่องตัดอัตโนมัติแบบกิโยตินและเลื่อยวงเดือนเหมาะสำหรับการตัดท่อที่มีเส้นผ่านศูนย์กลางขนาดเล็กและขนาดกลาง เครื่องตัดอัตโนมัติของดาวเคราะห์เหมาะสำหรับท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ เมื่อได้รับคำสั่งตัด เครื่องตัดจะจับท่อด้วยแคลมป์ และเคลื่อนไปในทิศทางการดึงท่อออกขณะเสร็จสิ้นการตัด หลังจากตัด กลไกนิวแมติกจะดันกลับไปสู่ตำแหน่งรีเซ็ต
โต๊ะคอยล์และดัมพ์ เฉพาะท่อที่ไม่เปลี่ยนรูประหว่างการดัดงอเท่านั้นที่จะพันเป็นขดโดยใช้เครื่องกรอ พร้อมการตัดและขนถ่ายอัตโนมัติ ความเร็วเชิงเส้นของขดลวดจะซิงโครไนซ์กับความเร็วการอัดขึ้นรูปและสามารถปรับได้อย่างไม่มีขั้นตอน เมื่อความเร็วการอัดขึ้นรูปน้อยกว่า 2 ม./นาที โดยทั่วไปจะใช้เครื่องม้วนแบบสถานีเดียว เมื่อความเร็วการอัดขึ้นรูปเกิน 2 ม./นาที ควรใช้เครื่องม้วนแบบสถานีคู่หรือหลายสถานี
ที่สาม ปัจจัยสำคัญในการควบคุมข้อบกพร่องของท่อ
ตามลำดับผังกระบวนการในรูปที่ 1 ปัจจัยหลักที่เกี่ยวข้องในการกำจัดข้อบกพร่องด้านคุณภาพจะแสดงอยู่ด้านล่าง
(1)ส่วนการให้อาหาร:การกำหนดวัตถุดิบ รูปร่างและขนาดของวัตถุดิบ วิธีการระบายสี วิธีการอบแห้ง การผสมวัสดุบดซ้ำ/รีไซเคิล ประเภทและการสูบจ่ายของสารเติมแต่ง ความสามารถในการทำความเย็นของคอฮอปเปอร์
(2)เครื่องอัดรีด: เส้นผ่านศูนย์กลางของสกรู อัตราส่วนสกรู L/D; อัตราการบีบอัดของสกรู ประเภทโครงสร้างสกรู ความเร็วของสกรู ประสิทธิภาพการระบายอากาศ การควบคุมอุณหภูมิของสกรู การควบคุมความร้อนและความเย็นของถัง โปรไฟล์อุณหภูมิตามโซนเครื่องอัดรีด แรงบิดของเครื่องอัดรีด; การใช้พลังงาน อะแดปเตอร์; การเลือกและการควบคุมอุณหภูมิสำหรับตัวเปลี่ยนหน้าจอ ประเภทและข้อกำหนดของแพ็คหน้าจอ
(3)ตาย:ช่องว่างตาย; ความยาวที่ดิน ประเภทโครงสร้างแม่พิมพ์ รูปร่างช่องทางการไหล การกระจายตัวของของเหลว การตั้งค่าและการควบคุมอุณหภูมิ ความดันหัวตาย การควบคุมความหนาของผนัง
(4) การสอบเทียบและการทำความเย็น:วิธีการสอบเทียบ ขนาดเครื่องสอบเทียบ ระดับสูญญากาศกล่องสูญญากาศหรือความดันภายในท่อสอบเทียบความดันอากาศและความยาว; การปิดผนึกระบบสอบเทียบ เวลาสอบเทียบ; อัตราการไหลของน้ำหล่อเย็น อุณหภูมิน้ำหล่อเย็น วิธีการทำความเย็น
(5)ถังเก็บน้ำหล่อเย็น:วิธีการทำความเย็น เค้าโครงท่อน้ำ อัตราการไหลของน้ำหล่อเย็น ความยาวถังทำความเย็น อุณหภูมิน้ำหล่อเย็น ประสิทธิภาพการระบายความร้อนของท่อ
(6)หน่วยลากออก: ความเร็วและการควบคุมการดึงออก การสอบเทียบแรงลาก; แรงจับยึดและการควบคุม จำนวนแทร็กและความยาวที่มีประสิทธิภาพ ความแข็งผิวและรูปร่างของบล็อกหนีบ พื้นผิวสัมผัสที่ดึงออก
(7) คัตเตอร์: ประเภทคัตเตอร์ โปรไฟล์และวัสดุของฟันใบเลื่อย กลไกการรีเซ็ต การรวบรวมเศษและการกำจัดฝุ่น การควบคุมเสียงรบกวน จำกัดการตั้งค่าระบบ กลไกการหนีบ ระบบขับเคลื่อนและกำลัง ระบบตัดอัตโนมัติ
(8)โต๊ะคอยเลอร์และดัมพ์: การควบคุมแรงดึง ระบบสั่งตัดความยาว การเลือกสถานีหมุน เส้นผ่านศูนย์กลางที่คดเคี้ยว ตัวบ่งชี้การกระทำการถ่ายโอนข้อมูล; ความเร็วเชิงเส้นที่คดเคี้ยว
(9) ภาคผนวก:เงื่อนไขสำหรับการผลิตอัตโนมัติ:การวัดความหนาของผนัง การควบคุมเส้นผ่านศูนย์กลางภายนอก การวัดน้ำหนักและสถิติการผลิต สถานะการทำงานของปั๊มเกียร์ละลาย ระบบตั้งศูนย์ตาย
หากท่านต้องการข้อมูลเพิ่มเติมNingbo Fangli เทคโนโลยี บจก.ยินดีต้อนรับคุณที่จะติดต่อเพื่อสอบถามรายละเอียด เราจะให้คำแนะนำทางเทคนิคอย่างมืออาชีพหรือคำแนะนำในการจัดซื้ออุปกรณ์
ส่งคำถาม


X
เราใช้คุกกี้เพื่อมอบประสบการณ์การท่องเว็บที่ดีขึ้น วิเคราะห์การเข้าชมไซต์ และปรับแต่งเนื้อหาในแบบของคุณ การใช้ไซต์นี้แสดงว่าคุณยอมรับการใช้คุกกี้ของเรา
นโยบายความเป็นส่วนตัว